




Fonction et application
Il s'agit d'une fraiseuse à alimentation manuelle à 3 axes, couramment utilisée pour fraiser une rainure de clavette sur des plans et des arbres métalliques, pour fraiser des surfaces métalliques afin d'obtenir la planéité requise dans la plage de 300 x 100 mm, ou pour percer des trous dans le métal dans la plage de { {3}}mm.
KMM300 s'applique principalement à la scène d'usinage sur site ci-dessous :
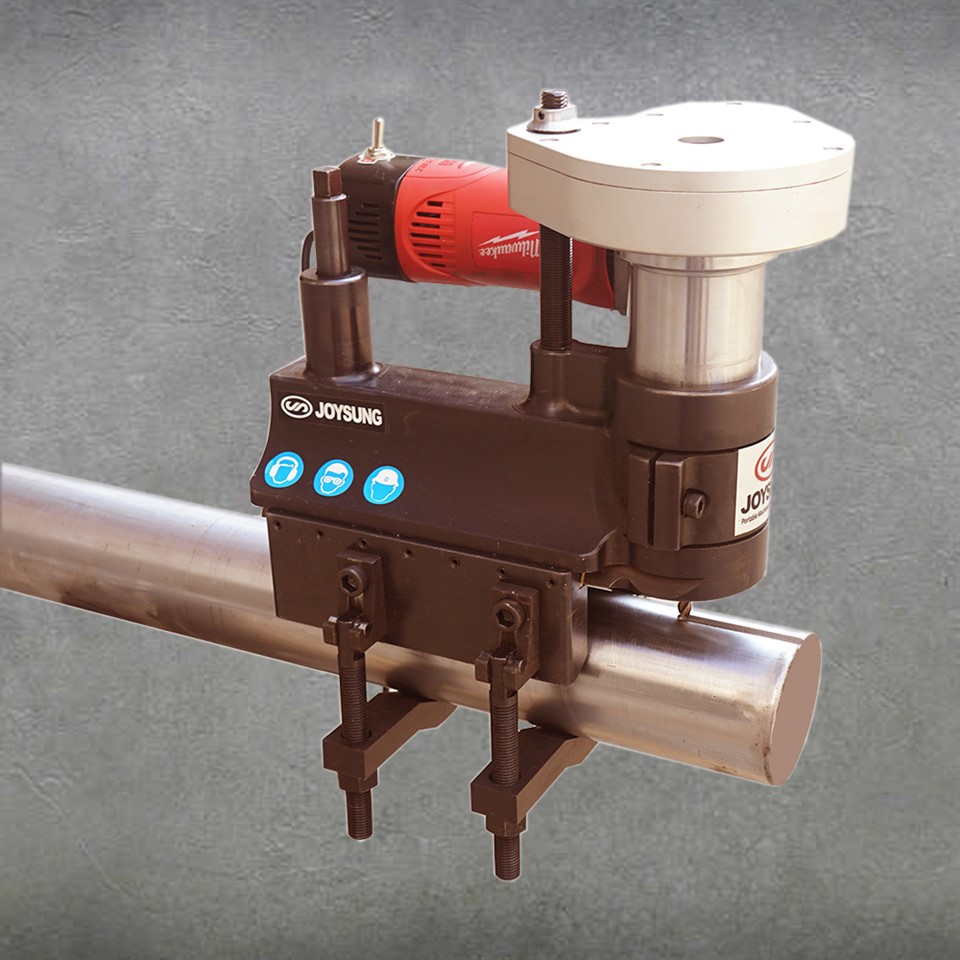
1. Réparer les rainures de clavette des broches rotatives :
Les rainures de clavette de certains arbres s'useront après une utilisation à long terme, ce qui empêchera les pièces de l'arbre et de l'arbre d'être fixées ensemble, ce qui entraînera une défaillance. Cette machine peut être utilisée pour étendre la rainure de clavette défectueuse d'origine et créer une nouvelle rainure de clavette intacte. La base de montage en forme de V permet de monter la machine sur l'arbre facilement et fermement.

2. Réparer les rainures de clavette dans les plans métalliques :
La rainure de clavette permettant de fixer les composants sur un plan métallique est souvent usée, ce qui provoque le desserrage et le déplacement du joint entre le plan et le composant. Les tôles d'acier particulièrement grandes, les cages de laminoir, etc. qui sont usinées sur place ne sont pas pratiques à déplacer vers l'atelier pour la maintenance. Cette petite fraiseuse peut être facilement amenée sur le site d'usinage pour fraiser des rainures de clavette avec une très grande précision.
3. Fraisage du plan métallique pour obtenir la planéité requise sur le plan métallique :
- Écailler la racine du laitier : lors du soudage d'un joint des deux côtés, vous écaillerez la racine de la soudure avant de souder de l'autre côté pour soulager les contraintes de la première soudure.


- Ajoutez une ligne de séparation ou des rainures au bloc métallique, adaptez le bloc métallique au processus spécifique.


- La planéité accrue grâce au fraisage rend la surface de contact plus ajustée.
4. Construire des trous de goupille, retirer la vis cassée dans le trou de boulon et la clé coincée dans la rainure de clavette
En remplaçant la fraise par un foret, vous pouvez percer des trous d'épingle parfaits dans n'importe quel métal. La course standard de 70 mm peut également répondre aux exigences de profondeur de la plupart des trous d'épingle. Puisqu'il s'agit d'une alimentation à trois axes, le diamètre du trou d'épingle peut également être ajusté en fonction de la nécessité d'élargir le trou. Une autre caractéristique importante est la possibilité de retirer les vis cassées des trous de boulons ou une clé coincée dans la rainure de clavette, de les fraiser et de créer de nouveaux trous de boulons ou rainures de clavette.
Structure de la machine


Base de la machine (axe X) :
Le mouvement sur l'axe X est obtenu en tournant la vis mère fixée à la base. Le volant à l'extrémité de la vis mère peut contrôler avec précision la quantité d'alimentation. Pour faciliter l'installation de la machine sur les pièces à usiner, trois bases différentes sont conçues pour faire face à différentes conditions de travail :
1. Base générale : La base est un bloc métallique ordinaire qui peut être fixé par soudure et boulons.
2. Base magnétique : Il y a un interrupteur sur le côté de la base magnétique. Vous pouvez activer et désactiver l'aspiration magnétique en tournant l'interrupteur avec une clé hexagonale extérieure. Il est très facile à installer. Pour certaines pièces en fer, il vous suffit de régler la position et d'appuyer sur l'interrupteur sur ON pour la fixer.
3. Base de montage en V : La base en forme de V est conçue pour l'usinage d'arbres et se compose de supports et de boulons fixes. Grâce à des boulons et des supports fixes, la machine et l'arbre à usiner sont étroitement reliés entre eux.
Cantilever (axe Y) :
La vis mère du Cantilever est perpendiculaire à la vis mère de la base. En tournant l'autre volant, il peut se déplacer dans la direction de l'axe Y avec une course de 100 mm. Une extrémité du cantilever est l'endroit où la broche est chargée.
Broche (axe Z) :
La broche est équipée de deux types de fraises en bout, d'une fraise et des accessoires de montage associés, avec une course verticale de 70 mm.

Système du pouvoir:
L'utilisation d'un moteur électrique Milwaukee de 1 200 kW, d'un entraînement puissant et d'une capacité de sortie stable garantit un meilleur effet d'usinage.
F&Q
1. Comment les rainures de clavette sont-elles usinées ?
Les cinq méthodes suivantes pour créer une rainure de clavette sont relativement courantes, parmi lesquelles la méthode de fraisage est la plus couramment utilisée.
- Méthode de fraisage
Le fraisage est une méthode d'usinage courante réalisée avec une fraiseuse ou une fraiseuse CNC (KMM300 est une petite fraiseuse qui peut être emportée sur le site pour l'usinage). Tout d’abord, déterminez l’emplacement et la taille de la rainure de clavette en fonction des exigences de conception. Ensuite, sélectionnez la fraise appropriée et installez la fraise sur la fraiseuse. Contrôlez le processus d'usinage en ajustant les paramètres de coupe tels que la vitesse de coupe, l'avance et la profondeur de coupe. Lors de l'usinage, il est nécessaire de s'assurer que la position relative de l'outil et de la pièce est stable pour garantir la précision et la planéité de la rainure de clavette. - Méthode de fraisage de rainures
Le fraisage de rainures est une méthode de fraisage spéciale adaptée à l'usinage de rainures de clavette larges et peu profondes. Cette méthode fonctionne avec un outil de fraisage de rainures dédié. Les outils de fraisage de rainures ont plusieurs arêtes de coupe et peuvent effectuer plusieurs coupes simultanément. Pendant le processus d'usinage, l'outil tourne à grande vitesse pour découper des rainures sur la surface de la pièce. Grâce à une coupe continue, la rainure de clavette est finalement formée. La méthode de fraisage de fentes peut améliorer l’efficacité et la précision de l’usinage. -
Méthode de rabotage
Le rabotage est une méthode d'usinage traditionnelle adaptée à l'usinage de rainures de clavette profondes et étroites. Cette méthode est réalisée avec une raboteuse ou une raboteuse CNC. Tout d’abord, déterminez la taille et la forme de votre outil de rabotage. Ensuite, ajustez la table de raboteuse et l'outil de rabotage en fonction de l'emplacement et de la taille de la rainure de clavette. Pendant le processus d'usinage, la raboteuse se déplace d'avant en arrière pour couper l'outil de rabotage dans le sens de la rainure de clavette. Après plusieurs rabotages, la rainure de clavette est enfin formée. La méthode de rabotage permet d'obtenir une précision d'usinage et une qualité de surface plus élevées.
-
Méthode de sciage
Le sciage est une méthode d'usinage simple adaptée à l'usinage de rainures de clavette peu profondes. Cette méthode est réalisée à l'aide d'une scie. Tout d’abord, déterminez la taille et la forme de l’outil de sciage. Ensuite, fixez la pièce à la scie et ajustez la position et la direction de la coupe. Pendant l'usinage, la machine à scier se déplace d'avant en arrière pour couper la pièce dans le sens de la rainure de clavette. Après plusieurs passages à la scie, la rainure de clavette est enfin formée. La méthode de sciage est simple à utiliser et convient à certains usinages simples de rainures de clavette.
-
Méthode de découpe laser
La découpe laser est une méthode d'usinage de haute précision adaptée à l'usinage de rainures de clavette complexes. Cette méthode est réalisée à l'aide d'une machine de découpe laser. Les machines de découpe laser peuvent couper des pièces en contrôlant la position et la puissance du faisceau laser. Pendant le processus d'usinage, le faisceau laser coupe le long du contour de la rainure de clavette. La méthode de découpe au laser permet d'obtenir un usinage de haute précision et à haute efficacité.
2. Comment fonctionne une rainure de clavette ?
Les clés sont souvent utilisées pour les connexions détachables entre les arbres et les pièces de transmission sur l'arbre afin de transmettre le couple et le mouvement ; ils peuvent également jouer un rôle de guidage lorsqu'un mouvement axial est requis entre les pièces en contact. Une connexion à clé plate se compose d'une clé et d'un arbre. Il est composé d'une rainure de clavette et d'une rainure de clavette ; pendant le fonctionnement, le couple est transmis par contact entre le côté clavette et le côté rainure de clavette et rainure de moyeu. La rainure de clavette est la rainure dans laquelle se trouve la clé, elle nécessite généralement une grande précision. Lorsque la clé est installée dans la rainure, plus elle est serrée, mieux c'est.
3. Comment couper une rainure de clavette ?
Les cinq méthodes suivantes sont relativement courantes,
- Méthode de fraisage
- Méthode de fraisage de rainures
- Méthode de rabotage
- Méthode de sciage
- Méthode de découpe laser
4. comment ouvrir une rainure de clavette ?
Brocher une rainure de clavette est une autre façon de dire scier une rainure de clavette, l'usinage de la rainure de clavette peut être effectué rapidement, mais la précision est relativement faible.
5. Comment tailler une rainure de clavette dans un arbre ?
Fixez le KMM300 sur l'arbre à travers la base en forme de V, installez la fraise appropriée et ajustez la fraise à une position appropriée à travers le volant, puis allumez le moteur pour fraiser.
Téléphone:+86-13510467476
Enveloppe:jason@joysung.com
Adresse:1F, bâtiment 13, zone industrielle de Hejing, n°87, route Hexiu West, rue Fuhai, Shenzhen, Chine
WhatsApp :+86-13510467476
Wechat :+86-13510467476
étiquette à chaud: rainures de clavette de constructeur de rainures d'arbre coupant en place fabricants, fournisseurs, usine, vente en gros, sur mesure, achat, prix bas, fabriqué en Chine